

Теплофизика высоких температур, 2023, T. 61, № 2, стр. 181-192
Исследование влияния физико-химических свойств частиц на теплопроводность полимерных композиционных материалов
Р. А. Шишкин *
ФГБУН Институт химии твердого тела Уральского отделения РАН
Екатеринбург, Россия
* E-mail: shishkin@ihim.uran.ru
Поступила в редакцию 30.05.2022
После доработки 01.08.2022
Принята к публикации 13.10.2022
Аннотация
В настоящей работе получены и представлены зависимости теплопроводности и максимальной объемной доли наполнителя теплопроводящих паст от размера, морфологии, удельной поверхности и пористости частиц, а также краевого угла контакта с силиконом таких материалов, как оксиды алюминия, кремния, магния, нитриды алюминия и бора, карбид кремния, металлы (алюминий, медь, никель) и углеродные материалы (графит и алмаз). Установлено, что качество полученных термопаст определяется не одним из перечисленных свойств, а именно, совокупностью таких свойств, как морфология и удельная поверхность (или пористость) частиц. Показано, что для каждого типа формы частиц наполнителя термопасты наблюдается обратно пропорциональная зависимость между величиной удельной поверхности и максимальным объемным наполнением полимера. Представлены особенности влияния фазового и химического состава материала на угол смачивания полидиметилсилоксаном.
ВВЕДЕНИЕ
Современное развитие микроэлектроники приводит к стремительному росту плотности тепловых потоков, генерируемых полупроводниковыми устройствами. Для эффективного теплоотвода важен тесный термический контакт между теплогенерирующим и рассеивающим элементами, который обеспечивается за счет термических интерфейсов. Материалы термических интерфейсов (МТИ) – это класс материалов, как правило полимерных композиционных, предназначенных для удаления воздушных прослоек из шероховатостей соприкасающихся поверхностей и позволяющих значительно повысить эффективность теплопереноса [1–8]. Наиболее распространенные термические интерфейсы – это теплопроводные пасты (термопасты) и прокладки.
Эффективные МТИ особенно востребованы в высокопроизводительной микроэлектронике. Поскольку термопасты изготавливаются на основе полимеров, обладающих чрезвычайно низкой теплопроводностью (0.1–0.3 Вт/(м К)), актуален поиск путей ее повышения. Наиболее распространенным и признанным методом улучшения теплофизических свойств композиционных материалов является добавление в органическое связующее высокотеплопроводных наполнителей. В качестве наполнителей служат неорганические вещества [1, 4, 7, 9]: оксиды, нитриды, некоторые металлы и углеродные материалы (в частных случаях). Исходя из опыта, накопленного в мировой практике, и результатов авторских исследований, в настоящей работе рассмотрены следующие материалы: AlN [1–3, 9–18]; BN [1–3, 9, 11, 12, 14, 15, 19–25]; Si3N4 [2, 9]; углеродные нанотрубки [2, 20, 26]; Al [2, 3, 14, 21]; Cu [2, 3, 13, 14, 27–29]; Ag [2, 14, 20, 21, 24]; Ni [3, 10]; графит [2, 3, 14, 30, 31], графен [2, 20, 23, 32, 33], алмаз [2, 9, 15]; SiC [2, 3, 9, 14, 31]; Al2O3 [2, 3, 9, 15–17, 20, 21], BeO [2, 9], MgO [3, 15], SiO2 [3, 9, 15], ZnO [9, 14, 21].
Широкий ряд перечисленных материалов позволяет значительно повысить теплопроводность получаемых термопаст. Однако необходимо отметить, что значения максимального объемного наполнения полимерных матриц значительно варьируются не только для различных, но и для одинаковых по химическому составу материалов. Так, например, для оксида алюминия ‒ от 15.2 до 58.4% [10, 11], для гексагонального нитрида бора ‒ от 26.5 до 80% [6, 14], для нитрида алюминия ‒ от 25 до 80% [6, 12]. Теплопроводность перечисленных композиционных материалов, как правило, существенно различается, и, что немаловажно, точные причины таких расхождений рассмотрены недостаточно подробно. А именно, анализ влияния свойств используемых материалов (размер, морфология, удельная поверхность и пористость частиц, химический и фазовый состав, адгезия к полимерной матрице и ее полимерное число) на теплофизические свойства полимерных композиционных материалов практически полностью отсутствует. Следовательно, остаются неустановленными критерии выбора оптимальных наполнителей для создания новых высокоэффективных МТИ, что значительно осложняет процесс их разработки. Данная проблема приобретает особую актуальность при использовании одно- и двумерных наноструктур (углеродных нанотрубок, графена, оксида графена и др. [34–38]) с огромной вариацией размерных и морфологических параметров.
В соответствии с вышеперечисленным для получения эффективных МТИ необходимо изучить влияние природы и физико-химических свойств частиц неорганического наполнителя на теплофизические свойства получаемых композиционных материалов. Цель настоящей работы ‒ исследовать влияние морфологии, химического и фазового состава, размера, удельной поверхности и пористости частиц на теплопроводность термопаст.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Исходные материалы. В настоящей работе в качестве исходных материалов использовались порошки SiC (98%), AlN (99%), BN (98%), SiO2 (98%), MgO (98%), Al2O3 (технический, 97%), Al2O3 (чда, 99%), Al2O3 (аморфный, 99%), Cu (99.5%), Ni (99%), Al (99.7%), углеродные материалы (графит, 98%, и алмаз, 99%).
Аморфный оксид алюминия получен путем растворения алюминиевой пудры в смеси разбавленных азотной и соляной кислот 20 : 1. После чего к Al добавлялась мочевина (U) в мольном соотношении 1 : 1. Полученный раствор выпаривался и отжигался при температуре 650°С в течение 6 ч.
При изготовлении паст в качестве связующего использовался полидиметилсилоксан (ПДМС) с полимерным числом 1000. К известному количеству ПДМС малыми порциями добавлялся порошок наполнителя до тех пор, пока сохранялось пастообразное состояние. Смесь механически перемешивалась в агатовой ступке до достижения однородности. Для последующего расчета объемной и массовой долей наполнителя в композиционном материале масса порошка фиксировалась.
Методы исследования. Распределение частиц по размерам исходных порошков-наполнителей изучалось с помощью лазерного дифракционного анализатора Fritsch 22 MicroTec plus. Перед измерением образцы помещались в дистиллированную воду и обрабатывались ультразвуком мощностью 100 Вт. В качестве среднего размера частиц приведено медианное значение (D0.5) с погрешностью ± 5%.
Морфология частиц исследовалась методом сканирующей электронной микроскопии (SEM) на JEOL JSM 6390LA.
На автоматическом анализаторе TRISTAR 3020 получены полные изотермы низкотемпературной адсорбции и десорбции паров азота (зависимости количества поглощенного адсорбанта от относительного давления P/P0, где P0 – давление насыщенных паров адсорбата) при температуре −195°С, согласно стандарту ASTM C1274-10, с погрешностью не более 10%. В автоматическом режиме рассчитаны значения удельной поверхности по теории Брунауэр‒Эммет‒Теллера, определены суммарный объем пор, средний диаметр пор, получены дифференциальные кривые распределения объема пор по радиусам.
Для исследования угла смачивания порошки кислородной керамики ‒ оксид алюминия, оксид магния и оксид кремния ‒ холодно спрессованы и спечены при температуре 1500°С в течение 12 ч. Бескислородная керамика (SiC, BN, AlN) получена путем холодного одноосного прессования и спекания порошков в инертной атмосфере аргона при температуре 1750°С в течение 12 ч. Заготовки из графита, меди, алюминия и никеля изготовлены из материалов марок, соответствующих по химическому и фазовому составу исследуемым порошкам.
Каждый образец в виде таблетки (в отдельности) помещался в индивидуальную фторопластовую форму и заливался эпоксидной смолой “Epoxy 520” с отвердителем (массовое соотношение 2 : 1). Застывание происходило при комнатной температуре в течение 24 ч. После этого таблетки извлекались из форм и полировались на автоматическом станке “Struers” до шероховатости менее 1 мкм. В случае алмаза и аморфного Al2O3 исследование угла смачивания проводилось на холоднопрессованных заготовках. Перед измерением поверхность образцов обезжиривалась ацетоном (ОС.Ч. 9-5). На ровно зафиксированную таблетку стеклянной пипеткой наносилась капля ПДМС. После установления четкого симметричного контура капли цифровым фотоаппаратом делался снимок. Полученный кадр обрабатывался с помощью ImageJ software плагинами Contact Angle и Drop Analysis, а также с использованием Angle Tool полуугловым методом. Результаты измерения угла смачивания сведены в табл. 1.
Таблица 1.
Значения угла смачивания ПДМС исследуемых материалов
| Материал | Плагин Contact angle, ± 0.5, град |
Плагин Drop analysis, ± 0.5, град |
Полуугловой метод, ± 0.5, град |
|---|---|---|---|
| Al | 5.310 | 4.240 | 4.337 |
| Al* | 4.708 | 4.026 | 3.733 |
| Al2O3 технический | 10.620 | 13.271 | 11.020 |
| Al2O3 | 7.005 | 6.521 | 6.758 |
| Al2O3 аморфный | 7.374 | 7.064 | 6.476 |
| AlN | 10.676 | 11.547 | 11.517 |
| BN | 10.467 | 9.706 | 10.070 |
| C (графит) | 8.427 | 10.822 | 9.837 |
| C (алмаз) | 5.603 | 5.712 | 5.685 |
| Cu | 18.741 | 12.476 | 15.299 |
| MgO | 10.305 | 10.937 | 10.672 |
| Ni | 9.841 | 12.271 | 13.097 |
| SiC | 11.911 | 12.656 | 13.986 |
| SiO2 | 7.667 | 7.990 | 8.304 |
Теплопроводность композиционных материалов измерялась на компьютеризированной установке, изготовленной на базе прибора ИТ-λ-400. Способ измерения теплопроводности основан на методе горячих дисков: образец помещается в текстолитовое кольцо (диаметр ‒ 16 мм, высота ‒ 4.4 мм, толщина стенки ‒ 1 мм), после чего устанавливается прецизионно заданный тепловой поток. По зафиксированному градиенту температур (в автоматическом режиме) рассчитывается теплопроводность с погрешностью не более 5%. Подробно эта методика описана в работе [39].
РАСЧЕТЫ
Для математического моделирования процесса теплопроводности в композиционных материалах использованы классические методы, а именно, асимметричная модель Брюгеммана, модель Ченг‒Вачона и ее скорректированная редакция Окамото‒Ишиды [40–43].
Модель Брюгеммана:
Модель Ченг‒Вачона:
(1)
$\begin{gathered} \frac{1}{{{\lambda }}} = \frac{1}{{{{{\left\{ {C\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)\left[ {{{{{\lambda }}}_{m}} + B\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)} \right]} \right\}}}^{{1/2}}}}} \times \\ \times \,\,{\text{ln}}\frac{{{{{\left[ {{{{{\lambda }}}_{m}} + B\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)} \right]}}^{{{\text{1/2}}}}} + \frac{B}{2}{{{\left[ {C\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)} \right]}}^{{{\text{1/2}}}}}}}{{{{{\left[ {{{{{\lambda }}}_{m}} + B\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)} \right]}}^{{{\text{1/2}}}}} - \frac{B}{2}{{{\left[ {{\text{C}}\left( {{{{{\lambda }}}_{p}} - {{{{\lambda }}}_{m}}} \right)} \right]}}^{{{\text{1/2}}}}}}} + \\ + \,\,\frac{{1 - B}}{{{{{{\lambda }}}_{m}}}}, \\ \end{gathered} $Поскольку упаковка частиц в значительной степени влияет на теплопроводность композиционного материала [44], то в редакции Окамото‒Ишиды коэффициенты B (2) и C (3) в уравнении (1) заменяются [41] коэффициентами B' и C', зависящими от максимального объемного наполнения, и рассчитываются по формулам
где φmax – максимальное объемное содержание частиц наполнителя в связующем. Для сферических частиц со случайной свободной упаковкой φmax равен 0.601. В случае φmax = 0.667 расчеты по уравнениям Окамото‒Ишиды и Ченг‒Вачона численно совпадают.РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Влияние теплопроводности наполнителя на свойства паст. Теплопроводность исходного наполнителя, несомненно, оказывает влияние на свойства получаемых паст. Для иллюстрации и комплексной оценки влияния теплопроводности и объемной доли наполнителя на теплофизические свойства получаемых полимерных композиционных материалов рассчитаны зависимости вышеуказанных параметров согласно модели Окамото‒Ишиды. В качестве матрицы, как и в последующих экспериментах, использовался силикон ПДМС с теплопроводностью 0.167 Вт/(м К) [18]. Отмечено, что в случае свободной упаковки сферических частиц (φmax = 0.601, рис. 1а) резкий рост теплопроводности наблюдается при объемной доле более 57%. Такая зависимость характерна при образовании перколяционной решетки в композиционном материале. На основании чего может быть выбрана объемная доля материала наполнителя в термопасте, составляющая не менее 95% от максимально возможной. Результаты расчетов показывают, что, если отношение теплопроводностей наполнителя и связующего λp/λm равно и более 479, наблюдается увеличение теплопроводности получаемых материалов. В то же время стоимость наполнителей с теплопроводностью выше 80 Вт/(м К) резко возрастает, что по технико-экономическим параметрам может значительно ограничить возможные сферы их применения. Согласно выполненным расчетам, для создания МТИ в промышленных масштабах оптимальными могут быть такие наполнители, как алюминий (228 Вт/(м К)), медь (393), графит (// 205 и ⊥ 130), нитрид алюминия (285) и карбид кремния (360).
Рис. 1.
Результаты математического моделирования влияния (а) теплопроводности наполнителя: 1 – λp = = 300 Вт/(м К), 2 – 200, 3 – 150, 4 – 100, 5 – 80, 6 – 50, 7 – 30, 8 – 10; (б) типы упаковки частиц на свойства термопаст: 1 – гранецентрированная кубическая, 2 – простая кубическая, 3 – случайная плотная, 4 – случайная свободная.
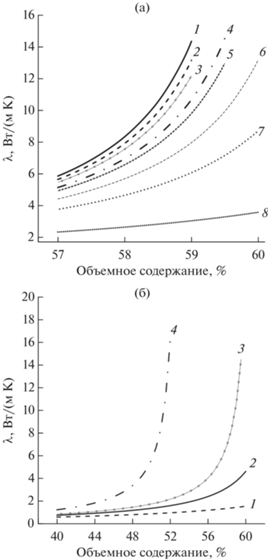
Для оценки взаимосвязи теплопроводности и структуры, образуемой частицами в композиционном материале (упаковки), проведены расчеты по модели Окамото‒Ишиды с различными коэффициентами φmax. Результаты математического моделирования максимального объемного содержания частиц наполнителя в композиционном материале (рис. 1б) иллюстрируют явное влияние упаковки: чем плотнее укладываются частицы, тем позже наблюдается порог перколяции. В рассмотренных вариантах объемная доля порошка, при которой можно видеть резкий рост теплопроводности, составляет примерно 0.95 от максимально возможной плотности упаковки частиц φmax. Поэтому технологически наиболее благоприятной выглядит простая кубическая упаковка (φmax = 0.524) с минимальным порогом перколяции, что означает минимальные добавки частиц наполнителя для достижения требуемых значений теплопроводности. Однако остается неясной причина формирования той или иной упаковки и, как следствие, максимального объемного содержания различных частиц в полидиметилсилоксановой матрице.
Как было показано ранее [3], максимальная объемная доля наполнителя может варьироваться в широких пределах для разных материалов, и зачастую, его объемное содержание вносит основной вклад в значение теплопроводности композиционного материала. В связи с этим необходимо рассмотреть влияние отдельных свойств частиц порошкообразных материалов на формирование различного типа упаковки и, как следствие, на максимальную объемную долю наполнителя.
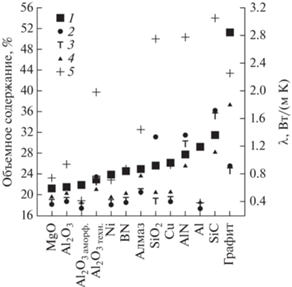
Исходя из представленных данных (рис. 2) можно сформулировать следующую закономерность: наибольшие значения теплопроводности паст наблюдаются для образцов с высокой объемной долей графита, карбида кремния, нитрида алюминия. Очевидным исключением является алюминий, у которого при самом низком объемном содержании (18.58%) одно из наивысших значений теплопроводности 1.20 Вт/(м К). Рассмотрение возможных причин такой аномально высокой теплопроводности приведено ниже. Обратная ситуация наблюдается для SiO2: при его высоком содержании теплопроводность имеет низкие значения, что можно объяснить низкой теплопроводностью самого оксида кремния (1.38 Вт/(м К). Наблюдается большая погрешность значений (до 19%), полученных по математической модели Окамото‒Ишиды, и экспериментальных данных, что может свидетельствовать о значительном отличии частиц наполнителей от сферической морфологии. Модели Ченга‒Вачона и Бругеммана также не позволяют описать экспериментальные данные с требуемой точностью.
Рис. 2.
Экспериментальные значения теплопроводности (1) и рассчитанные по различным моделям: 2 – Брюгеммана, 3 – Ченг–Вачона, 4 – Окамото–Ишиды; и максимальной объемной доли для различных материалов (5).
Полученные значения максимальной объемной доли оксида алюминия в ПДМС согласуются с данными (25 и 31.2%) из работ [15, 17], но отличаются от приведенного в [16] значения (58.4%). Теплопроводность полимерных композиционных материалов с Al2O3 (⁓0.67 Вт/(м К) в [15]) также хорошо согласуется с данными настоящей работы (0.62–0.73 Вт/(м К)) в зависимости от химической чистоты оксида алюминия.
Большое количество исследований посвящено введению нитрида алюминия в эпоксидную смолу [11, 12, 15, 16] и силикон [3, 13, 18]. В работах приводятся следующие значения объемного наполнения: 50 [12, 18], 58.4 [16], 60 об. % [11, 15]. Полученное здесь значение 50.4 об. % лежит в пределах указанного диапазона. Тем не менее встречаются данные, значительно отличающиеся от вышеуказанных. Так, в работе [11] максимальное объемное содержание AlN составляет 80 об. %.
Диапазон значений теплопроводности для полимерных композиционных материалов с нитридом алюминия варьируется от 1.25 [13] до 10.98 Вт/(м К) [12]. Наибольшие значения теплопроводности 7.71–10.98 Вт/(м К) получены в [12, 15] при обработке поверхностно-активными веществами (ПАВ), значительно влияющими на термическое сопротивление на границе AlN–органическая матрица. Различия значений теплопроводности паст могут быть связаны с качеством используемого AlN. Как известно [45], его теплопроводность значительно различается в зависимости от его химической чистоты. Полученное авторами значение 1.13 Вт/(м К) хорошо согласуется с данными, приведенными в работах [12, 13, 16].
Наибольший разброс данных наблюдается для нитрида бора как по максимальному объемному содержанию – от 23 [25] до 80% [11], так и по теплопроводности ‒ от 0.56 до 12.7 Вт/(м К) [46]. Такой большой разброс значений теплопроводности объясняется анизотропией свойств нитрида бора. Согласно данным, приведенным в работе [46], теплопроводность структурированного полимерного композиционного материала вдоль направления выстраивания частиц при содержании нитрида бора 50 об. % может достигать 12.7 Вт/(м К), в то время как при измерении в перпендикулярном направлении ее значение составляет 2.3 Вт/(м К). В настоящей работе, а также по данным [15, 19, 25] получены схожие значения максимального объемного наполнения в диапазоне 23‒26.5 об. %, в то время как в [11, 12, 15] содержание нитрида бора составляет от 54 до 57 об. %.
Однако причина различия значений максимального объемного содержания частиц наполнителя во всех приведенных случаях остается неясной. Возможно, представленные в данной работе результаты будут способствовать решению этой проблемы.
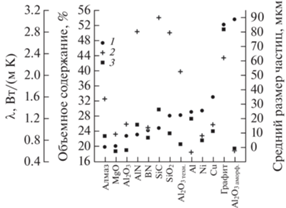
Исследования размера частиц наполнителя. Для объяснения расхождения данных, представленных в вышеперечисленных работах, можно предположить, что различие в степени наполнения полимерных матриц связано с различием размера частиц наполнителя. Объем пустот между частицами зависит от их радиуса: грубодисперсным системам соответствуют крупные пустоты, которые заполняются большим количеством связующего материала; мелкодисперсные частицы образуют пустоты меньшего объема и равномерно распределяются в связующем. Следовательно, должна наблюдаться связь между размером частиц и максимальным наполнением композиционного материала. Однако полученные в настоящей работе данные (рис. 3) свидетельствуют об отсутствии такой корреляции. Поскольку размер частиц определялся методом лазерной дифракции, в котором предполагается, что частицы сферические, то возможны погрешности, связанные с отсутствием учета влияния морфологии на полученные результаты. Тем не менее существуют ограничения по максимальному размеру используемых частиц, продиктованные конкретными условиями эксплуатации термопаст. МТИ должен вытеснять воздух из шероховатостей поверхности. Заполнение пустот полимером не является эффективным из-за его низкой теплопроводности. Таким образом, в заполнении пустот должны принимать участие частицы наполнителя. Значит, для обеспечения плотного термического контакта их размер должен соответствовать классу шероховатости спариваемых поверхностей.
Рис. 3.
Зависимость теплопроводности (1) и максимального объемного содержания (2) наполнителя в термопасте от среднего размера частиц (3).
Исследования удельной поверхности и пористости наполнителя. Удельная поверхность порошкообразных материалов, вероятно, влияет на максимальное объемное содержание наполнителя в матрице, поскольку при свободной упаковке частиц (изолированные замкнутые включения) чем больше поверхность, тем больше нужно полимера, чтобы покрыть всю эту поверхность. Следовательно, будет меньше объемное содержание наполнителя, при котором сохраняется текучесть и механические свойства композита, в том числе в связи с развитостью поверхности частиц наполнителя. Таким образом, грубодисперсные системы должны способствовать получению композиционных материалов с наибольшим содержанием наполнителя.
В то же время результаты измерения удельной поверхности исходных порошков (табл. 2) не позволяют проследить строгую корреляцию между удельной поверхностью и объемным содержанием наполнителя вследствие невозможности описания морфологических особенностей поверхности частиц единообразным математическим аппаратом. При оценке пористости исходных материалов наблюдается аналогичная картина, как и для удельной поверхности, – отсутствует общая тенденция для всех материалов. Однозначного комплексного влияния размера и удельной поверхности частиц также не было обнаружено. Но стоит отметить, что материалы с наибольшей объемной долей в термопасте обладают низкой удельной поверхностью (<3.0 м2/г) и пористостью (<0.003 см3/г). Таким образом, оптимальные частицы материала наполнителя не должны обладать развитой поверхностью.
Таблица 2.
Физико-химические свойства материалов наполнителей и паст на их основе
| Наполнитель | Массовое содержание, % | Объемное содержание, % | Средний размер частиц, мкм | λ, Вт/(м К) | Удельная поверхность, м2/г | Vпор, см3/г | Dпор, нм | Краевой угол смачивания, град |
|---|---|---|---|---|---|---|---|---|
| SiC | 79.56 | 54.08 | 13.55 | 1.37 | 0.79 | 0.0015 | 2.990 | 12.851 |
| AlN | 77.34 | 50.41 | 9.03 | 1.09 | 2.03 | 0.0028 | 2.961 | 11.247 |
| SiO2 | 73.26 | 50.09 | 22.12 | 0.93 | 0.9733 | 0.0013 | 5.137 | 7.987 |
| Графит | 63.86 | 43.48 | 85.22 | 2.85 | 2.70 | 0.0051 | 3.941 | 9.695 |
| Al2O3 технический | 72.94 | 39.85 | 22.51 | 0.73 | 13.60 | 0.0132 | 3.845 | 11.637 |
| Al2O3 | 58.81 | 25.98 | 8.12 | 0.62 | 43.61 | 0.163 | 11.618 | 6.761 |
| Cu | 76.25 | 25.86 | 35.04 | 0.97 | 0.0237 | 15.505 | ||
| BN | 41.99 | 25.08 | 11.94 | 0.85 | 23.91 | 0.0509 | 8.514 | 10.081 |
| MgO | 52.88 | 23.34 | 1.08 | 0.6 | 17.04 | 0.037 | 2.995 | 10.638 |
| Ni | 73.20 | 22.94 | 25.62 | 0.80 | 8.25 | 0.00774 | 3.755 | 11.736 |
| Al | 37.02 | 18.58 | 24.72 | 1.20 | 4.32 | 0.0061 | 5.659 | 4.629 |
| Алмаз | 63.67 | 32.65 | 0.46 | 0.88 | 40.53 | 0.0825 | 8.143 | 5.667 |
| Аморфный Al2O3 | 46.80 | 18.97 | 88.84 | 0.65 | 196.95 | 0.1832 | 3.722 | 6.971 |
На основании исследования изотерм адсорбции‒десорбции азота и образующихся петель гистерезиса, согласно классификации, принятой ИЮПАК [47], можно выделить несколько типов изотерм рассматриваемых материалов (рис. 4): III (SiC, SiO2, Al2O3, BN, MgO, Ni, Al, алмаз), IV (Al2O3 технический) и V (графит, AlN, аморфный Al2O3). К I и II типам изотерм ни один из материалов наполнителей не относится.
Рис. 4.
Кривые адсорбции (1) и десорбции азота (2) для: (а) – Al2O3; (б) – технического Al2O3; (в) – графита; (г) – SiC; 3 – диаметра пор от относительного давления; стрелки – гистерезис.
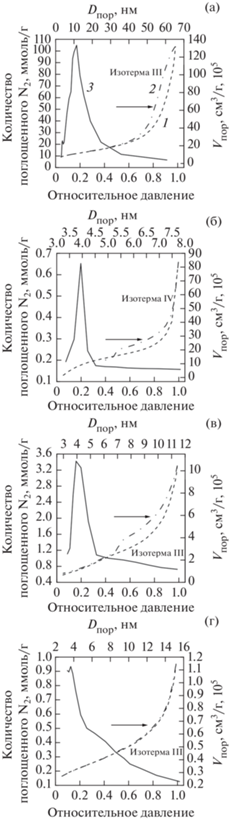
Изотермы типа III характерны для макропористых материалов со слабым взаимодействием адсорбат‒адсорбент. Явная петля гистерезиса наблюдается у AlN, аморфного Al2O3 (тип H2), графита, Al2O3 (H3) и технического Al2O3 (H4), отражающая протекание процесса капиллярной конденсации газа в мезопорах. Явление капиллярной конденсации связано с тем, что пары адсорбируемого газа конденсируются в порах образца при давлениях ниже давления насыщенного пара. По форме петли гистерезиса можно судить о виде пор в частицах порошкообразного материала. Так, для Н1 характерны для пор между сферическими частицами близкого размера с однородной упаковкой, для H2 поры “бутылочной формы”, для H3 – щелевидные поры, образованные плоскими частицами, а для H4 – щелевидные поры, образованные микропорами.
В настоящей работе не обнаружено явного влияния характера и формы пор на максимальное объемное содержание частиц наполнителя в матрице ПДМС.
Исследования морфологии частиц наполнителя. На упаковку частиц в полимере оказывает влияние морфология частиц. Согласно снимкам, полученным на SEM (рис. 5), исходные порошки можно условно разделить на частицы:
Рис. 5.
Снимки со сканирующего электронного микроскопа частиц: (а) – Al, (б) – Cu, (в) – технического Al2O3, (г) – алмаза.
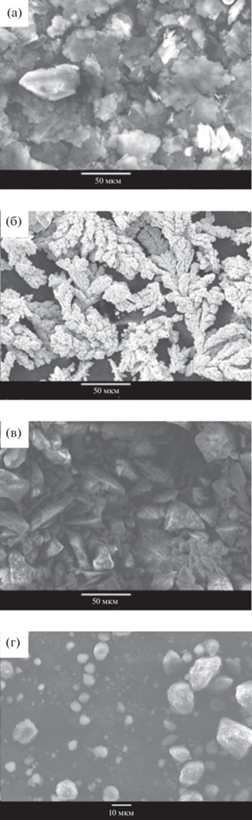
• неправильной формы (SiC, SiO2, Al2O3, MgO, BN),
• сферические (AlN, алмаз),
• хлопьеобразные (Al, графит),
• дендриты (Ni, Cu).
Материалы в композите с объемной долей частиц более 50% (AlN, SiC, SiO2) относятся к первым двум группам. Именно сферические или приближенные к ним частицы позволяют создать максимально плотную и равномерную упаковку при получении композиционного материала, что позволяет их отнести к оптимальным для создания новых МТИ. Однако объемное содержание частиц алмаза также сферической формы не превышает 33 об. %, что может быть связано с развитостью их поверхности. Для подтверждения этой гипотезы построены зависимости удельной поверхности и пористости от объемного содержания частиц (рис. 6).
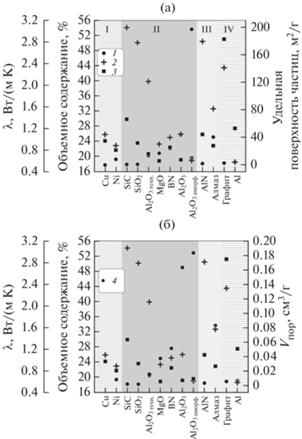
Рис. 6.
Экспериментальные данные по взаимосвязи теплопроводности (1), объемного содержания наполнителя (2) и (а) удельной поверхности (3) или (б) объема пор (4) исследуемых материалов для различной морфологии частиц: I ‒ дендриты, II ‒ осколки, III ‒ сферы, IV ‒ хлопья.
Как видно из рис. 7, для наиболее распространенных среди используемых наполнителей типов морфологии частиц (неправильной, осколкообразной формы) наблюдается обратная корреляция между максимальным объемным содержанием и удельной поверхностью частиц. Схожая зависимость присутствует и у сферических частиц и даже для значительно различающихся между собой, полученных электролитическим способом дендритов меди и никеля.
Рис. 7.
Зависимости удельной поверхности от объемного содержания (а) и пористости (б) частиц наполнителя для различной морфологии частиц: 1 – дендриты, 2 – осколки, 3 – сферы, 4 – хлопья.
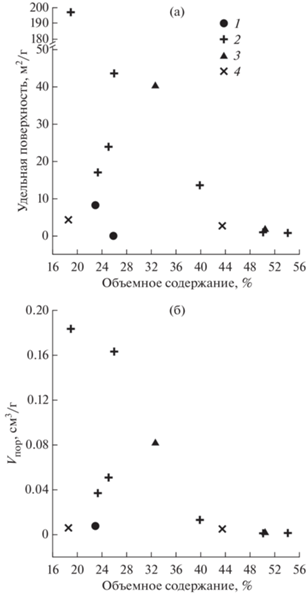
Аналогичное соотношение наблюдается между пористостью и максимальным объемным содержанием порошкообразного наполнителя при разделении частиц на группы по морфологии. Справедливо предположить, что частицы различной морфологии образуют разные структуры при получении композиционного материала с различной плотностью упаковки, тем самым задавая объем образующихся между ними пустот. Исходя из этого, при схожей морфологии частиц для заполнения пространства между частицами необходим примерно одинаковый объем полимера, а дополнительную поправку на требуемое количество силикона (для связывания частиц в композиционный материал) вносит их удельная поверхность. Это приводит к обратной зависимости максимального объемного содержания частиц от удельной поверхности и пористости.
Исследования угла смачивания наполнителя. Исследование характеристик адгезии ПДМС к материалу наполнителя проведено на плотных образцах по величине угла смачивания. Краевой угол смачивания всех образцов значительно меньше 90°. Следовательно, обогащенная метильными группами жидкость очень хорошо смачивает все исследуемые поверхности (рис. 8). Явной корреляции между объемным содержанием и углом смачивания материалов (см. табл. 1) не наблюдается. Ни форма, ни размеры, ни удельная поверхность, ни пористость частиц не коррелируют с углом смачивания, который в первую очередь определяется свойствами поверхностных слоев плотных материалов, а именно химическим и фазовым составом. Например, α-Al2O3 и аморфный Al2O3 показали схожие значения угла смачивания (6.90° ± 0.15°), в то время как углы смачивания алмаза и графита различаются значительно (5.7° и 9.7° соответственно). Существенная разница наблюдается между углами смачивания для химически и технически чистых наполнителей из оксида алюминия (⁓6.7° у α-Al2O3 и 11.7° у Al2O3). Это свидетельствует о том, что химическая чистота поверхности материала больше влияет на смачиваемость силиконовым маслом по сравнению с его кристаллической структурой. Дополнительная иллюстрация влияния химического состава поверхности на адгезию полимера к подложке проведена посредством обработки обезжиренной поверхности металлического алюминия ТЭОС. Такая обработка привела к снижению угла смачивания, что можно объяснить высоким сродством этильных групп на поверхности алюминия и метильных групп в полимере.
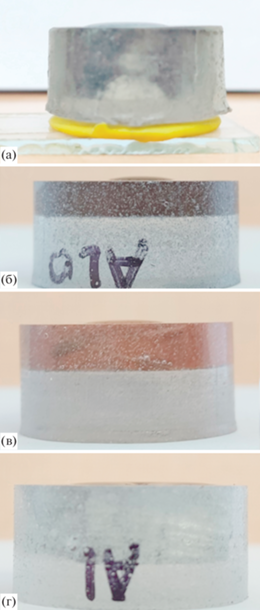
Рис. 8.
Фото краевого угла смачивания ПДМС: (а) – карбида кремния; (б) – технического оксида алюминия; (в) – оксида кремния; (г) – алюминия, обработанного ТЭОС.
С целью установления влияния длины полимерной цепочки, а значит, и вязкости связующего на теплофизические свойства паст и краевой угол смачивания в настоящей работе использован ПДМС с различными значениями полимерного числа: 5, 100 и 1000. Исследования теплопроводности образцов из AlN‒ПДМС и SiC‒ПДМС не показали явной связи длины полимерной цепочки с максимальным объемным содержанием наполнителя. Значения угла смачивания полимерами с полимерной цепочкой различной длины лежат в пределах погрешности метода измерения.
Данные по всем исследованным свойствам наполнителей и композиционных материалов на их основе приведены в табл. 2.
ЗАКЛЮЧЕНИЕ
В рамках исследования влияния природы и физико-химических свойств частиц неорганического наполнителя на свойства получаемых термопаст было установлено следующее.
1. Максимальное объемное содержание наполнителя вносит определяющий вклад в теплопроводность композиционных материалов.
2. Морфология и развитая поверхность (удельной поверхности или пористости) частиц совместно определяют максимальную объемную долю наполнителя в композиционном материале.
3. Для частиц с одинаковой морфологией порошкового наполнителя обнаружена закономерность: чем меньше удельная поверхность, тем выше их объемное содержание в композите, и наоборот.
4. ПДМС обладает высокой адгезией ко всем типам рассматриваемых материалов (угол смачивания менее 20°).
5. Химический состав поверхности оказывает значительное влияние на угол смачивания подложки ПДМС.
6. Обработка такими ПАВ, как ТЭОС, позволяет повысить адгезию ПДМС к поверхности частиц вследствие высокого сродства метильных и этильных групп.
7. Максимальное объемное содержание наполнителя в композиционном материале и его теплопроводность не зависят от длины полимерной цепи ПДМС.
Таким образом, исходя из полученных данных, можно сформулировать требования к оптимальному материалу наполнителя:
• теплопроводность >80 Вт/(м К);
• морфология частиц сферическая или близкая к ней;
• минимальная удельная поверхность <3.0 м2/г и пористость <0.03 см3/г;
• размер частиц должен соответствовать классу шероховатости поверхности, на которой используется МТИ.
Работа выполнена при поддержке Российского научного фонда (соглашение № 21-79-00123).
Список литературы
Lee G.W., Park M., Kim J., Lee J.I., Yoon H.G. Enhanced Thermal Conductivity of Polymer Composites Filled with Hybrid Filler // Compos. Part A Appl. Sci. 2006. V. 37. № 5. P. 727.
Chen H., Ginzburg V.V., Yang J., Yang Y., Liu W., Huang Y., Du L., Chen B. Thermal Conductivity of Polymer-based Composites: Fundamentals and Applications // Prog. Polym. Sci. 2016. V. 59. P. 41.
Zemlyanskaya A.P., Shishkin R.A., Kudyakova V.S., Yuferov Y.V., Zykov F.M. The Study of TIM Polymer Composite Materials Thermal Conductivity // AIP Conf. Proc. 2019. V. 2174. № 1. P. 020191.
Ногин Д.А., Салов А.В., Шишкин Р.А., Елагин А.А., Баранов М.В., Бекетов А.Р., Кудякова В.С., Стоянов О.В. Теплопроводная паста с наноразмерным наполнителем для LED светильников повышенной мощности // Вестн. Казанск. технол. ун-та. 2014. Т. 17. № 16. С. 92.
Дрекседж П., Бекедаль П., Колпаков А. Применение термопасты в силовой электронике: практические аспекты. Основные положения // Силовая электроника. 2018. Т. 6. № 75. С. 50.
Колпаков А. Возвращаемся к термопасте // Силовая электроника. 2015. Т. 3. № 54. С. 90.
Елагин А.А., Шишкин Р.А., Баранов М.В., Бекетов А.Р., Стоянов О.В. Обзор теплопроводных материалов и термопаст на их основе // Вестн. Казанск. технол. ун-та. 2013. Т. 16. № 4. С. 132.
Кудж С.А., Кондратенко В.С., Кадомкин В.В., Высоканов А.А. Анализ эффективности теплоотвода в тепловыделяющих устройствах при использовании различных термоинтерфейсов // Изв. вузов. Электроника. 2020. Т. 25. № 4. С. 347.
Huang X., Jiang P. A Review of Dielectric Polymer Composites with High Thermal Conductivity // IEEE Electr. Insul. Mag. 2011. V. 27. № 4. P. 8.
Jin Z., Liang F., Lu W., Dai J., Meng S., Lin Z. Effect of Particle Sizes of Nickel Powder on Thermal Conductivity of Epoxy Resin-Based Composites under Magnetic Alignment // Polymers. 2019. V. 11. № 12. P. 1990.
Hong J.P., Yoon S.W., Hwang T., Oh J.S., Hong S.C., Lee Y., Nam J.D. High Thermal Conductivity Epoxy Composites with Bimodal Distribution of Aluminum Nitride and Boron Nitride Fillers // Thermochim. Acta. 2012. V. 537. P. 70.
Xu Y., Chung D.D.L. Increasing the Thermal Conductivity of Boron Nitride and Aluminum Nitride Particle Epoxy-matrix Composites by Particle Surface Treatments // Compos. Interfaces. 2000. V. 7. № 4. P. 243.
Liu Z., Huang J., Cao M., Jiang G., Hu J., Chen Q. Preparation of Binary Thermal Silicone Grease and Its Application in Battery Thermal Management // Mater. 2020. V. 13. № 21. P. 1.
Huang Y., Ellingford C., Bowen C., McNally Y., Wu D., Wan C. Tailoring the Electrical and Thermal Conductivity of Multi-Component and Multi-Phase Polymer Composites // Int. Mater. Rev. 2020. V. 65. № 3. P. 129.
Mehra N., Mu L., Ji T., Yang X., Kong J., Gu J., Zhu J. Thermal Transport in Polymeric Materials and Across Composite Interfaces // Appl. Mater. Today. 2018. V. 12. P. 92.
Choi S., Kim J. Thermal Conductivity of Epoxy Composites with a Binary-Particle System of Aluminum Oxide and Aluminum Nitride Fillers // Compos. B: Eng. 2013. V. 51. P. 140.
Agrawal A., Satapathy A. Thermal and Dielectric Behavior of Epoxy Composites Filled with Ceramic Micro Particulates // J. Compos. Mater. 2014. V. 48. № 30. P. 3755.
Shishkin R.A., Zemlyanskaya A.P., Beketov A.R. High Performance Thermal Grease with Aluminum Nitride Filler and an Installation for Thermal Conductivity Investigation // Solid State Phenom. 2018. V. 284. P. 48.
Yung K.C., Liem H. Enhanced Thermal Conductivity of Boron Nitride Epoxy-Matrix Composite Through Multi-Modal Particle Size Mixing // Appl. Polym. Sci. 2007. V. 106. № 6. P. 3587.
Feng C.P., Yang L.Y., Yang J., Bai L., Bao R.Y., Liu Z.Y., Yang M.B., Lan H.B., Yang W. Recent Advances in Polymer-based Thermal Interface Materials for Thermal Management: A Mini-Review // Compos. Commun. 2020. V. 22. P. 100528.
Swamy M.C.K., Satyanarayan. A Review of the Performance and Characterization of Conventional and Promising Thermal Interface Materials for Electronic Package Applications // J. Electron. Mater. 2019. V. 48. № 12. P. 7623.
Wang T., Wang M., Fu L. et al. Enhanced Thermal Conductivity of Polyimide Composites with Boron Nitride Nanosheets // Sci. Rep. 2018. V. 8. № 1. P. 1557.
Liang W., Ge X., Ge J., Li T., Zhao T., Chen X., Zhang M., Ji J., Pang X., Liu R. Three-dimensional Heterostructured Reduced Graphene Oxide-Hexagonal Boron Nitride-Stacking Material for Silicone Thermal Grease with Enhanced Thermally Conductive Properties // Nanomater. 2019. V. 9. № 7. P. 938.
Czyzewski J., Rybak A., Gaska K., Sekula R., Kapusta C. Modelling of Effective Thermal Conductivity of Composites Filled with Core-Shell Fillers // Mater. 2020. V. 13. № 23. P. 1.
He X., Wang Y. Synergistic Effects on the Enhancement of Thermal Conductive Properties of Thermal Greases // J. Appl. Polym. Sci. 2019. V. 136. № 27. P. 47726.
Han Z., Fina A. Thermal Conductivity of Carbon Nanotubes and Their Polymer Nanocomposites: A Review // Prog. Polym. Sci. 2011. V. 36. № 7. P. 914.
Kang H., Kim H.J., Park S.H., Yang J.H., Huh S. A Study on the Thermal Properties of Thermal Grease with Copper Nanopowders // IOP Conf. Ser. Mater. Sci. Eng. 2020. V. 842. № 1.
Yu S., Lee J.W., Han T.H., Park C., Kwon Y., Hong S.M., Koo C.M. Copper Shell Networks in Polymer Composites for Efficient Thermal Conduction // ACS Appl. Mater. Interfaces. 2013. V. 5. № 22. P. 11618.
Kang H., Kim H., An J., Choi S., Yang J., Jeong H., Huh S. Thermal Conductivity Characterization of Thermal Grease Containing Copper Nanopowder // Mater. 2020. V. 13. № 8. P. 1893.
Yoo Y., Lee H.L., Ha S.M., Jeon B.K., Won H.C., Lee S.G. Effect of Graphite and Carbon Fiber Contents on the Morphology and Properties of Thermally Conductive Composites Based on Polyamide 6 // Polym. Int. 2014. V. 63. № 1. P. 151.
Zhou T., Wang X., Cheng P., Wang T., Xiong D., Wang X. Improving the Thermal Conductivity of Epoxy Resin by the Addition of a Mixture of Graphite Nanoplatelets and Silicon Carbide Microparticles // EXPRESS Polym. Lett. 2013. V. 7. № 7. P. 585.
Fu H., Li M., Wang H., Chen Y., Yan C., Lin C.T., Jiang N., Yu J. Graphene as a Nanofiller for Enhancing the Tribological Properties and Thermal Conductivity of Base Grease // RSC Adv. 2019. V. 9. № 72. P. 42481.
Chen C., He Y., Liu C.Q., Xie H.Q., Yu W. Comprehensive Excellent Performance for Silicone-Based Thermal Interface Materials Through the Synergistic Effect between Graphene and Spherical Alumina // J. Mater. Sci.: Mater. Electron. 2020. V. 31. № 6. P. 4642.
Еркимбаев А.О., Зицерман В.Ю., Кобзев Г.А. Систематизация данных по физико-химическим свойствам и применению углеродных наноструктур // ТВТ. 2010. Т. 48. № 6. С. 869.
Бабаев А.А., Алиев А.М., Теруков Е.И., Филиппов А.К. Теплофизические свойства полимерного композита на основе углеродных многостенных нанотрубок, полученных методом электроспиннинга // ТВТ. 2017. Т. 55. № 4. С. 513.
Хвесюк В.И., Скрябин А.С. Теплопроводность наноструктур // ТВТ. 2017. Т. 55. № 3. С. 447.
Козлов Г.В., Долбин И.В. Вязкость расплава нанокомпозитов полимер/углеродные нанотрубки. Аналогия с полимерным раствором // ТВТ. 2019. Т. 57. № 3. С. 472.
Атлуханова Л.Б., Козлов Г.В., Долбин И.В. Структурная модель вязкости расплавов полимерных нанокомпозитов: углеродные нанотрубки как макромолекулярные клубки // ТВТ. 2020. Т. 58. № 2. С. 306.
Shishkin R.A. Investigation of Thermal Greases with Hybrid Fillers and Its Operational Bench Test // J. Electron. Mater. 2022. V. 51. № 3. P. 1189.
Li X.Y., Zhao X.L., Guo X.Y., Shao Z.M., Ai M.X. New Theoretical Equation for Effective Thermal Conductivity of Two-Phase Composite Materials // Mater. Sci. Technol. 2013. V. 28. № 5. P. 620.
Okamoto S., Ishida H. A New Theoretical Equation for Thermal Conductivity of Two-Phase Systems // J. Appl. Polym. Sci. 1999. V. 72. P. 1689.
Angle J.P., Wang Z., Dames C., Mecartney M.L. Comparison of Two-Phase Thermal Conductivity Models with Experiments on Dilute Ceramic Composites // J. Am. Ceram. Soc. 2013. V. 96. № 9. P. 2935.
Yu W., Yin L., Zhao J., Xia L., Chen L. Exceptionally High Thermal Conductivity of Thermal Grease: Synergistic Effects of Graphene and Alumina // Int. J. Therm. Sci. 2015. V. 91. P. 76.
Эпов М.И., Терехов В.И., Низовцев М.И., Шурина Э.Л., Иткина Н.Б., Уколов Е.С. Эффективная теплопроводность дисперсных материалов с контрастными включениями // ТВТ. 2015. Т. 53. № 1. С. 48.
Elagin A.A., Shishkin R.A., Baranov M.V., Bekerov A.R. Aluminum Nitride. Preparation Methods (Review) // Refract. Ind. Ceram. 2013 V. 53. № 6. P. 395.
Vadivelu M.A., Kumar C.R., Joshi G.M. Polymer Composites for Thermal Management: a Review // Composite Interfaces. 2016. V. 23. № 9. P. 847.
Alothman Z.A. A Review: Fundamental Aspects of Silicate Mesoporous Materials // Materials. 2012. V. 12. № 5. P. 2874.
Дополнительные материалы отсутствуют.
Инструменты
Теплофизика высоких температур