

Химическая физика, 2023, T. 42, № 1, стр. 50-54
Технологические параметры процесса переработки связующего на основе эпоксиполисульфоновой смеси, модифицированной фурфурилглицидиловым эфиром
Т. В. Петрова 1, *, И. В. Третьяков 1, В. И. Солодилов 1
1 Федеральный исследовательский центр химической физики им. Н.Н. Семёнова Российской академии наук
Москва, Россия
* E-mail: tuyara.2312@mail.ru
Поступила в редакцию 09.02.2022
После доработки 11.03.2022
Принята к публикации 21.03.2022
- EDN: MWXDZF
- DOI: 10.31857/S0207401X23010089
Аннотация
Исследовано эпоксиполисульфоновое связующее, модифицированное активным разбавителем – фурфурилглицидиловым эфиром (ФГЭ). Добавление ФГЭ значительно улучшает температурные технологические параметры высоковязкого связующего. Температура переработки модифицированных связующих изменяется в интервале 80–120 °С в зависимости от концентрации ФГЭ. Фазовый распад связующего при его приготовлении не наблюдался, а происходил во время отверждения. Температура стеклования матриц на основе полученного связующего остается на высоком уровне: 100–107 °С. Тип фазовой структуры, образованной в процессе отверждения гибридного связующего, зависит от концентрации ФГЭ и полисульфонa марки ПСК-1.
1. ВВЕДЕНИЕ
Полимерные композиционные материалы (ПКМ) применяются в различных областях техники. Для придания им новых свойств используют разные виды модифицирования [1–4]. Один из путей модифицирования направлен на увеличение трещиностойкости матриц армированных пластиков для предотвращения преждевременного выхода из эксплуатации изделий на их основе [5–8]. Для увеличения сопротивляемости ПКМ к образованию трещин их матрицы изготавливают из полимерной смеси, которая содержит реактопласт и теплостойкий термопластичный полимер. Трещиностойкость как матриц, так и армированных пластиков повышается с ростом концентрации термопластичного модификатора [9–12]. Однако с увеличением содержания термопласта повышается вязкость связующего, что существенно ухудшает технологические свойства полимерной смеси и влияет на условия переработки [13–15].
Для снижения вязкости полимерных смесей на основе реактопласта, модифицированного термопластичным полимером, применяют летучие растворители и активные разбавители [8, 15–17]. Добавление летучего растворителя в гибридное связующее приводит к повышению пористости композиционного материала, так как при испарении растворителя в матрице образуются поры, что снижает прочность армированного пластика. Использование активных разбавителей предпочтительнее. Тем не менее не все активные разбавители полностью совместимы с системами реактопласт–термопласт, так как при переработке трехкомпонентной системы может происходить фазовый распад, который не позволит получить материал с требуемой микроструктурой. В работе [18] нами была исследована система эпоксидный олигомер (ЭО) – полисульфон марки ПСК-1 – изометилтетрагидрофталевый ангидрид (изо-МТГФА), который модифицировали активным разбавителем – фурфурилглицидиловым эфиром (ФГЭ). Было установлено, что в зависимости от содержания ФГЭ вязкость гибридного связующего значительно снижается и температура переработки изменяется в интервале от 40 до 80 °С. В работе [19] были исследованы трещиностойкость и морфология поверхности разрушения матрицы на основе этой системы. Было показано, что значения трещиностойкости гибридных матриц выше по сравнению с немодифицированной матрицей. Концентрация активного разбавителя ФГЭ влияло на фазовую структуру матрицы, которая образовывалась при отверждении связующего. Значения трещиностойкости менялись в зависимости от фазовой структуры гибридных матриц.
Данная работа – продолжение ранее проводившихся исследований и отличается от последних типом использованного отвердителя. Таким образом, цель работы состоит в исследовании температурных технологических свойств гибридных связующих и структуры матриц на их основе.
2. МАТЕРИАЛЫ И МЕТОДЫ
В качестве эпоксидного олигомера использовали смолу марки CHS EPOXY 520 производства компании Spolchemie (Чехия). Для модифицирования ЭО использовали активный разбавитель ФГЭ производства ООО “ДОРОС” (Россия) и полисульфон марки ПСК-1 производства АО “НИИПМ” (Россия) с молекулярной массой 35000 г/моль.
Эпоксиполисульфоновую систему получали путем растворения ПСК-1 в ЭО при температуре 100–120 °С. Перемешивание продолжали до получения гомогенной смеси, в которую добавляли активный разбавитель ФГЭ. При добавлении ФГЭ в систему ЭО–ПСК-1 получали прозрачную смесь, что свидетельствовало об отсутствии фазового распада во время приготовления связующего. Содержание ФГЭ и ПСК-1 в эпоксидном связующем составляло от 10 до 20 мас.% от массы ЭО. В качестве отвердителя использовали триэтаноламинтитанат марки ТЭАТ-1 производства АО “ХИМЭКС Лимитед” (Россия), который вводили в количестве 10 мас.% от массы ЭО и ФГЭ. Составы полимерных смесей приведены в табл. 1.
Таблица 1.
Состав полимерных смесей
| Обозначение смеси, содержащей ПСК-1 (П) и ФГЭ (Ф) | Содержание компонентов, мас.% | |||
|---|---|---|---|---|
| ЭД-20 | ПСК-1 | ФГЭ | ТЭАТ | |
| П20/Ф0 | 100 | 20 | – | 10 |
| П10/Ф20 | 100 | 10 | 20 | 12 |
| П20/Ф20 | 100 | 20 | 20 | 12 |
| П20/Ф10 | 100 | 20 | 10 | 11 |
| П15/Ф20 | 100 | 15 | 20 | 12 |
Динамическую вязкость связующих (η) измеряли с помощью реометра MCR 702 производства компании Anton Paar GmbH (Austria) на измерительной системе конус–плоскость без добавления отвердителя. Температурный интервал испытания составлял от 40 до 120 °С, скорость сдвига $\dot {\gamma }$ изменяли от 20 до 420 с–1.
Отвержденные образцы получали методом свободного литья приготовленных связующих в силиконовые формы с последующей термообработкой в течение 8 ч при 160 °С. Перед термообработкой полимерную смесь дегазировали в вакуумном термошкафу при температуре 60–70 °С в течение 15–20 мин.
Температуру стеклования Tg полимерных матриц определяли методом дифференциально-сканирующей калориметрии (ДСК) на приборе DSC 204 F1 Phoenix производства компании Netrsch (Germany). Температурный интервал измерения составлял от 25 до 250 °С, скорость нагрева – 10 К/мин–1.
Морфологию поверхности разрушения матриц исследовали с помощью сканирующего электронного микроскопа Phenom ProX (Netherlands).
3. РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
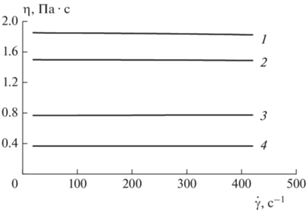
На рис. 1–3 приведены кривые вязкости для эпоксиполисульфоновых систем, модифицированных ФГЭ. Так же как для смесевых композиций, содержащих изо-МТГФА [18], исследованные смеси проявляют неньютоновский характер течения. При этом, чем выше температура, тем характер течения смесевых композиций ближе к ньютоновскому.
Рис. 1.
Зависимость вязкости η от скорости сдвига $\dot {\gamma }$ для эпоксидных связующих с разным соотношением модификаторов ПСК-1 (П) и ФГЭ (Ф) при температуре 80 °С: 1 – П20/Ф0, 2 – П20/Ф10, 3 – П20/Ф20, 4 – П15/Ф20.
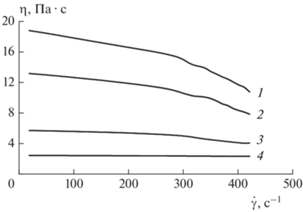

Значения вязкости многокомпонентых эпоксидных связующих при скорости сдвига $\dot {\gamma }$ = 100 с–1 приведены в табл. 2. Как говорилось ранее, добавление ПСК-1 в ЭО значительно повышает вязкость полученных систем. При концентрации ПСК-1 в ЭО 20 мас.% значение η возрастает на два порядка при 80 °С по сравнению с немодифицированным ЭО. Повышение температуры снижает вязкость системы ЭО + 20 мас.% ПСК-1.
Таблица 2.
Вязкость модифицированных эпоксидных систем при скорости сдвига $\dot {\gamma }$ = 100 с–1
| Содержание ПСК-1, мас.% | Содержание ФГЭ, мас.% | Вязкость, Па · с | ||||
|---|---|---|---|---|---|---|
| 40 °С | 60 °С | 80 °С | 100 °С | 120 °С | ||
| 0 | 0 | 1.48 | 0.23 | 0.07 | – | – |
| 20 | 0 | – | – | 17.79 | 4.92* | 1.85* |
| 20 | 20 | 38.95 | 17.05 | 5.60 | 1.82* | 0.77* |
| 20 | 10 | 11.34 | – | 12.64 | 3.77* | 1.50* |
| 15 | 20 | 25.89 | 10.44 | 2.44* | 0.83* | 0.37* |
Добавление активного разбавителя ФГЭ в систему ЭО + ПСК-1 приводит к снижению вязкости связующего. Вязкость эпоксиполисульфонового связующего, содержащего 20 мас.% ПСК-1, снижается на 30% при введении 10 мас.% ФГЭ при температуре 80 °С. Увеличение концентрации ФГЭ до 20 мас.% в системе ЭО + 20 мас.% ПСК-1 уменьшает вязкость на ~70%.
Как видно из табл. 2, добавление ФГЭ и повышение температуры позволяют снизить вязкость эпоксиполисульфоновых смесей до значений, сопоставимых с вязкостью немодифицированного ЭО при температурах 40–60 °С. Известно [20], что для изготовления композиционных материалов традиционными методами формования используют связующие с максимальной вязкостью, равной 3–5 Па · с. В табл. 2 значения вязкости, подходящие под это требование, отмечены звездочкой. Выше 100 °С могут перерабатываться все исследованные композиции. При 80 °С переработке подвергается система ЭО + 15 мас.% ПСК-1 + + 20 мас.% ФГЭ.
Полученные методом ДСК кривые температуры стеклования эпоксидных матриц, модифицированных ПСК-1 и ФГЭ, показаны на рис. 4. Переход из застеклованного в высокоэластическое состояние хорошо виден для всех исследованных систем и находится при температуре около 100 °С. Из полученных кривых были определены значения температуры стеклования матриц, которые приведены в табл. 3. По данным ДСК значения температуры стеклования меняются незначительно. При введение ПСК-1 значения Тg повышаются. Добавление 20 мас.% ПСК-1 в немодифицированную систему приводит к увеличению температуры стеклования с 98 до 107 °С. При увеличении концентрации ФГЭ в системе ЭО + 20 мас.% ПСК-1 (образец П20/Ф0) температура стеклования снижается. Значение Тg эпоксиполисульфоновой матрицы с содержанием 20 мас.% ПСК-1 снизилось на 4 °С при добавлении 20 мас.% ФГЭ.
Рис. 4.
Термограммы отвержденных эпоксидных связующих, модифицированных ПСК-1 и ФГЭ: 1 – П0/Ф0, 2 – П20/Ф0, 3 – П10/Ф20, 4 – П20/Ф20, 5 – П20/Ф10, 6 – П15/Ф20.
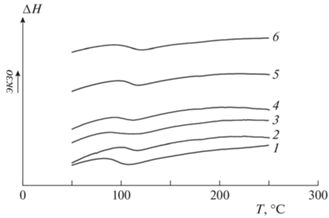
Таблица 3.
Температура стеклования эпоксидных матриц, модифицированных ПСК-1 и ФГЭ, полученная методом ДСК
| Маркировка образца | Температура стеклования, °С | ||
|---|---|---|---|
| начало | середина | конец | |
| П0/Ф0 | 88 | 98 | 106 |
| П20/Ф0 | 99 | 107 | 116 |
| П10/Ф20 | 84 | 100 | 117 |
| П20/Ф20 | 94 | 103 | 112 |
| П20/Ф10 | 98 | 106 | 116 |
| П15/Ф20 | 94 | 108 | 120 |
Микрофотографии поверхности сколов эпоксиполисульфоновых матриц, модифицированных активным разбавителем, приведены на рис. 5. Из анализа микрофотографий видно, что отвержденные системы представляют собой гетерогенную структуру типа “матрица–дисперсия”. Добавление 20 мас.% ПСК-1 в эпоксидную матрицу приводит к образованию структуры, где полисульфон представляет собой непрерывную фазу, а ЭО – дисперсную фазу с размером частиц от 3 до 20 мкм (рис. 5а). Введение в эту систему ФГЭ усложняет морфологию поверхности. При содержании 10 мас.% ФГЭ видны крупные фазы ЭО с размером частиц 32.5–133 мкм (рис. 5б). В непрерывной “сетке из термопластичной фазы” наблюдаются включения дисперсной фазы ЭО с размером частиц 0.6–3.8 мкм.
Рис. 5.
Микрофотографии сколов эпоксидной матрицы, модифицированных ПСК-1/ФГЭ (мас.%): а – 20/0, б – 20/10, в – 20/20, г – 10/20, д – 15/20.
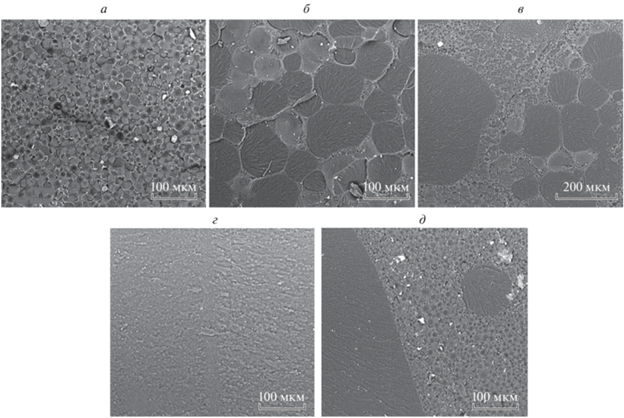
При увеличении концентрации ФГЭ до 20 мас.% образуется еще более сложная структура (рис. 5в). На ней видны разного размера области эпоксидной матрицы с мелкодисперсной фазой ПСК-1 и разной густоты непрерывной сетка из термопалстичной фазы, содержащей дисперсную фазу ЭО (2–7 мкм). Снижение содержания ПСК-1 в гибридной матрице уменьшает развитость поверхности разрушения образца. При концентрации ПСК-1 10 мас.% образуется структура, которая представляет собой эпоксидную матрицу с мелкодисперсной фазой ПСК-1 с размером частиц 1–2.7 мкм (рис. 5г).
На микрофотографии системы ЭО + 15 мас.% ПСК-1 + 20 мас.% ФГЭ видны две области (рис. 5д). Первая область представляет собой эпоксидную матрицу с распределенной мелкодисперсной термопластичной фазой, вторая область – непрерывную фазу, обогащенную ПСК-1, и дисперсную фазу ЭО с размером частиц 1.6–16.6 мкм.
Ранее было установлено [19], что трещиностойкость матриц на основе смесевых связующих увеличивается при образовании непрерывной фазы ПСК-1 или взаимопроникающих фаз. Для гибридных связующих, отвержденных триэтаноламинтитанатом, получены похожие структуры эпоксидной матрицы. На основании этого можно ожидать высокие значения трещиностойкости исследованных полимерных систем (матриц) и армированных пластиков на их основе.
4. ЗАКЛЮЧЕНИЕ
Таким образом, введение ФГЭ в систему ЭО + + ПСК-1 + ТЭАТ приводит к значительному снижению вязкости связующих. Фазовый распад, в свою очередь, происходит в процессе отверждения систем. Полученные гибридные связующие могут перерабатываться в диапазоне температур от 80 до 120 °С в зависимости от содержания ФГЭ.
Температура стеклования отвержденных эпоксиполисульфоновых смесей практически не изменяется при введении активного разбавителя ФГЭ и составляет около 100–108 °С.
Структура гибридных матриц зависит не только от концентрации ПСК-1, но и от количества ФГЭ. Полученные результаты свидетельствуют о возможности снижения вязкости связующего с высоким содержанием ПСК-1 в несколько раз для обеспечения высокой трещиностойкости матриц и армированных пластиков на их основе.
Работа выполнена при поддержке грантом Российского фонда фундаментальных исследований № 20-33-90311.
Список литературы
Муранов А.Н., Александров И.А., Капитанов А.В. и др. // Хим. физика. 2021. Т. 40. № 1. С. 73; https://doi.org/10.31857/S0207401X21010106
Шаулов А.Ю., Владимиров Л.В., Грачев А.В. и др. // Хим. физика. 2020. Т. 39. № 1. С. 75; https://doi.org/10.31857/S0207401X2001015X
Смыковская Р.С., Кузнецова О.П., Волик В.Г. и др. // Хим. физика. 2020. Т.39. № 5. С. 72; https://doi.org/10.31857/S0207401X20050106
Анпилова А.Ю., Масталыгина Е.Е., Храмеева Н.П. и др. // Хим. физика. 2020. Т. 39. № 1. С. 66; https://doi.org/10.31857/S0207401X20010021
Солодилов В.И., Корохин Р.А., Горбаткина Ю.А. и др. // Механика композита материалов. 2015. Т. 51. № 2. С. 1.
Петрова Т.В., Слободянюк И.О., Кирейнов А.В. и др. // Полимеры 2020: Сб. тр. XXI научн. конф. отдела полимеров и композиц. материалов. ФИЦ ХФ РАН. М.: Торус Пресс, 2020. С. 67; https://doi.org/10.30826/POLYMERS-2020-27
Jing H., Yang B., Jin F.L. et al. // J. Industr. Eng. Chem. 2015. V. 25. P. 9.
Копицына М.Н., Бессонов И.В., Котомин С.В. // Инж. журн.: наука и инновации. 2016. Т. 12. № 60. С. 1.
Lobanov M.V., Gulyaev A.I., Babin A.N. // Polym. Sci. Ser B. 2016. № 58. P. 1.
Solodilov V.I., Gorbatkina Y.A., Korokhin R.A. et al. // Polym. Sci. Ser. D. 2018. V. 11. № 3. P. 247; https://doi.org/10.1134/S1995421218030176
Huang M., Shen Z., Wang Y. et al. // J. Polym. Res. 2019. V. 26. № 96. P. 1; https://doi.org/10.1007/s10965-019-1750-4
Amirova L., Schadt F., Grob M. et al. // Polym. Bull. 2022. V. 79. P. 213; https://doi.org/10.1007/s00289-020-03493-w
Горбаткина Ю.А., Горбунова И.Ю., Иванова-Мумжиева В.Г. и др. // Механика композиц. материалов и конструкций. 2014. Т. 20. № 2. С. 207.
Arinina M.P., Ilyin S.O., Makarova V.V. et al. // Polym. Sci. Ser. A. 2015. V. 57. № 2. P. 177.
Солодилов В.И., Горбаткина Ю.А., Куперман А.М. // Механика композит. материалов. 2003. Т. 39. № 6. С. 745.
Wang Y., Lakho D.A., Yao D. // J. Silic. Based and Compos. Mat. 2015. V. 67. № 4. P. 132; https://doi.org/10.14382/epitoanyag-jsbcm.2015.21
Rahman M.M., Hosur M., Zainuddin S. et al. // Polym. Testing. 2012. V. 31. № 8. P. 1083; https://doi.org/10.1016/j.polymertesting.2012.08.010
Петрова Т.В., Кирейнов А.В., Полежаев А.В., Солодилов В.И. // Клеи. Герметики. Технологии. 2021. № 9. С. 10; https://doi.org/10.31044/1813-7008-2021-0-9-10-17
Петрова Т.В., Кирейнов А.В., Полежаев А.В. и др. // Полимеры 2021: cб. тр. XXII науч. конф. отдела полимеров и композиц. материалов. ФИЦ ХФ РАН. М.: Торус Пресс, 2021. С. 108; https://doi.org/10.30826/POLYMERS-2021-30
Солодилов В.И., Бессонов И.В., Кирейнов А.В. и др. // Композиты и наноструктуры. 2016. Т. 8. № 2(30). С. 77.
Дополнительные материалы отсутствуют.
Инструменты
Химическая физика